

Cold saw blades are circular metal cutting saw blades categorized into two types: solid HSS or tungsten carbide-tipped (TCT). Both types of blades are resharpenable and may be used many times before being discarded. Cold saw blades are used to cut metal using a relatively slow rotational speed, usually less than 5000 surface feet per minute (SFM) (25m/s), and a high chip load per tooth, usually between .0011" - .0055" (0.03 - 0.14mm) per tooth. These blades are driven by a high power motor and high-torque gear reduction unit or an AC vector drive. During the cutting process, the metal is released in a shearing action by the teeth as the blade turns and the feed mechanism moves the blade forward. They are called "cold saw blades" because they transfer all the energy and heat created during the cutting process to the chip. This enables the blade and the work material to remain cold.
In addition to conventional cutting width, Heinemann Saw also offers newly developed thin kerf cutting technology in its product range to suit every application.
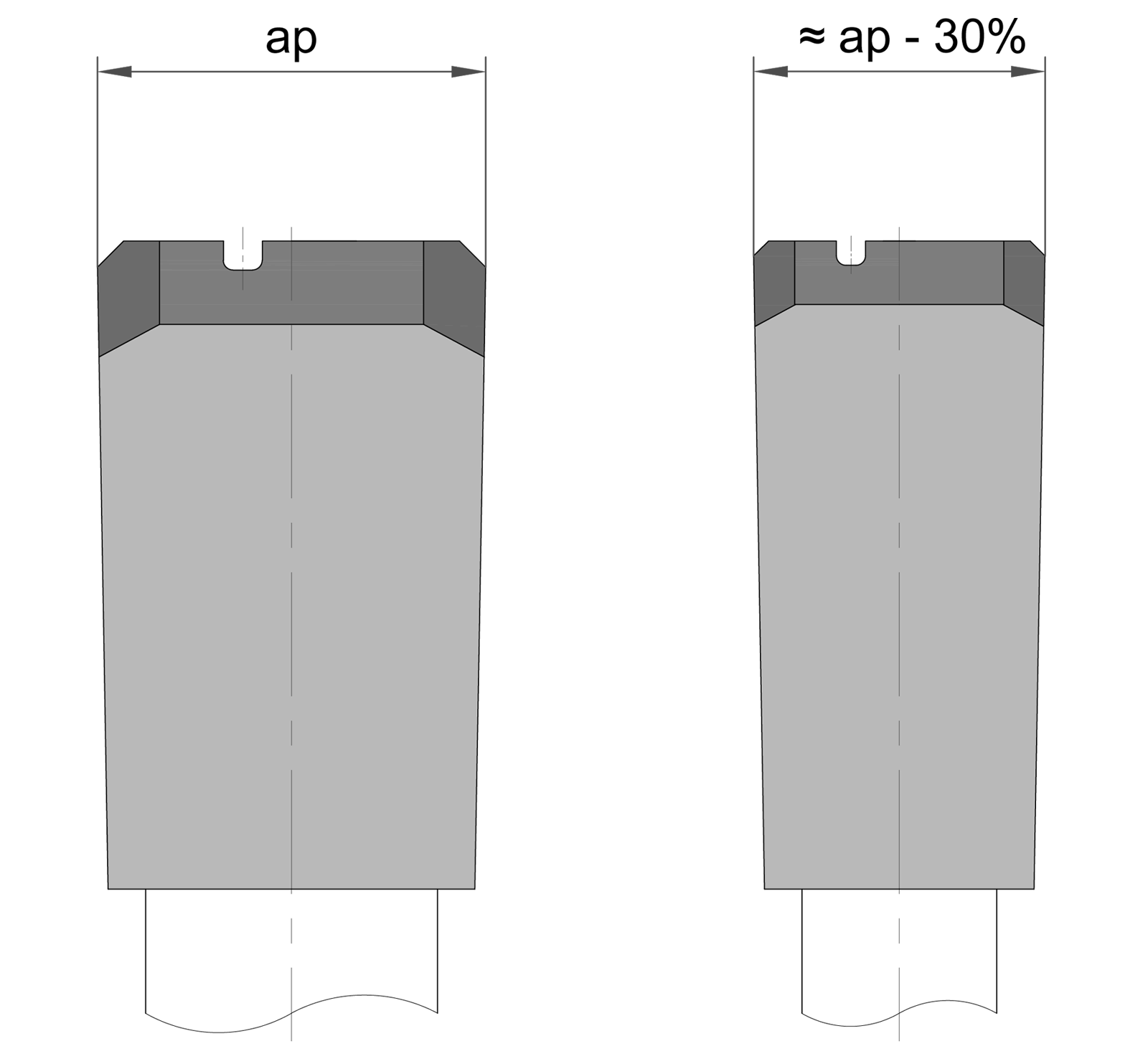
The cutting width is reduced by up to one third, with a constant precision and stiffness of the blade. This offers significant advantages for customers such as:
In close cooperation with research centres, this special saw blade was developed after a long series of experiments. The noise decay rate and thus the noise development could be significantly reduced compared to conventional saw blades through the introduction of laser slots (vibration damping elements) in a systematic arrangement and the subsequent casting with a filler material which was specially developed for this type of application.
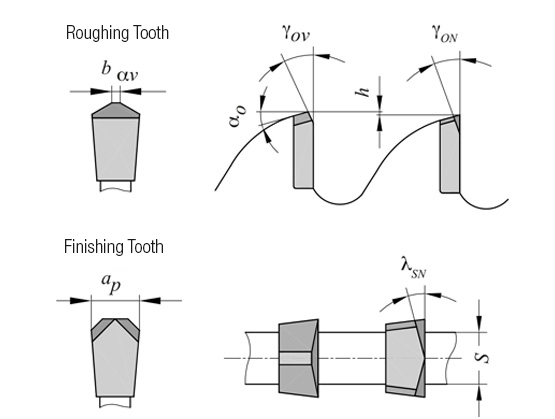
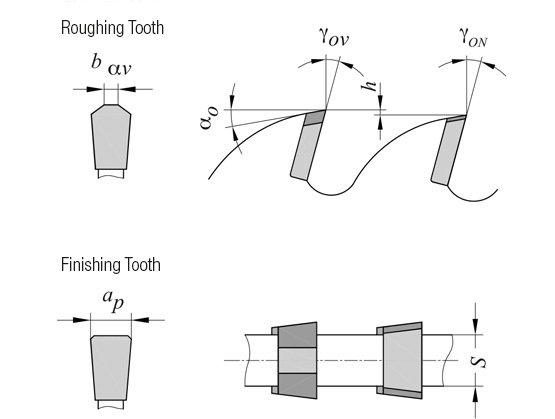
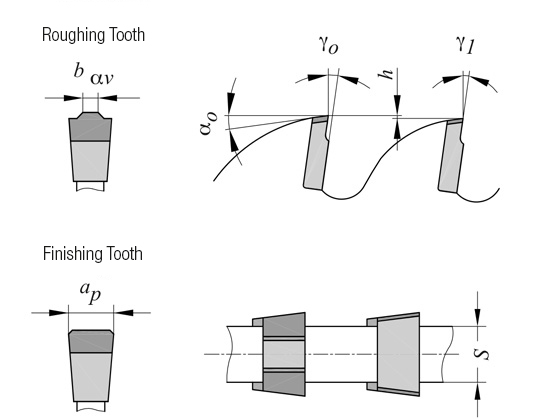
Roughing and finishing geometry
The first geometry to be designed for the cutting of steel with carbide-tipped circular saw blades is the roughing and finishing geometry. This geometry was developed in 1966 with the help of the University of Braunschweig. It is used for the cutting of solid materials with different grades.
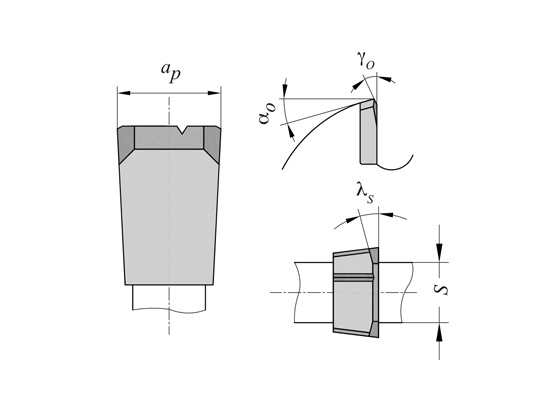
Chip breaker geometry
A further type of the chip division can be found in the chip breaker groove geometry. Here, are all the teeth aligned on a single motion ring, and it is possible to achieve higher feed rates as with forward and trailing cut geometry. This efficient geometry is used for the pipe and solid material cutting.
Trapezoidal flat tooth
The classic tooth geometry for the cutting of aluminium and other non-ferrous metals is the universally applicable trapezoidal flat tooth.
Roughing and finishing with chip deflector geometry
With specially developed chip deflector geometry, it is possible to cut copper, brass, aluminum and their alloys with a very good surface quality, while maintaining a high blade service life.